Our Range Of Products
OIL/GAS FIRED
- Compact design with minimum foundation/civilwork
- Fully automatic, wet back, 3-pass smoke tube design
- Option available with both indian and imported monobloc/dualbloc burner.
- More stream space. high dryness fraction and better response influcating load.
- High combustion efficiency.


REPAC
- Optimally designed for coal firing/ briqutte/wood waste.
- Construction as per latest IBR or any other standard code of construction like ASME, BS, DIN etc.
- Optimum steam space, furnace volume & well designed Grate area & bars.
- Its fully wet back design reduces the heat loss due to Radiation resulting in better efficiency.
- The inbuilt grate bars are specifically designed for type of fuel: Coal/Briquette/Wood waste. 'Shanti' also has specially designed grate bars for pulverised & imported coal.
- Optimum steam space with unique steam separator resulting in dry steam.
- The boilers require minimum foundation for quick installation and commissioning.
- High efficient vertical stainless steel pumps. Radiation Shield on Front & Rear for the first time designed to provide Air Insulation.
- Efficiency ranging from 82% (+2%)
- All boilers pass through strict quality control tests like stress relieving, radiography, and other NDT tests.
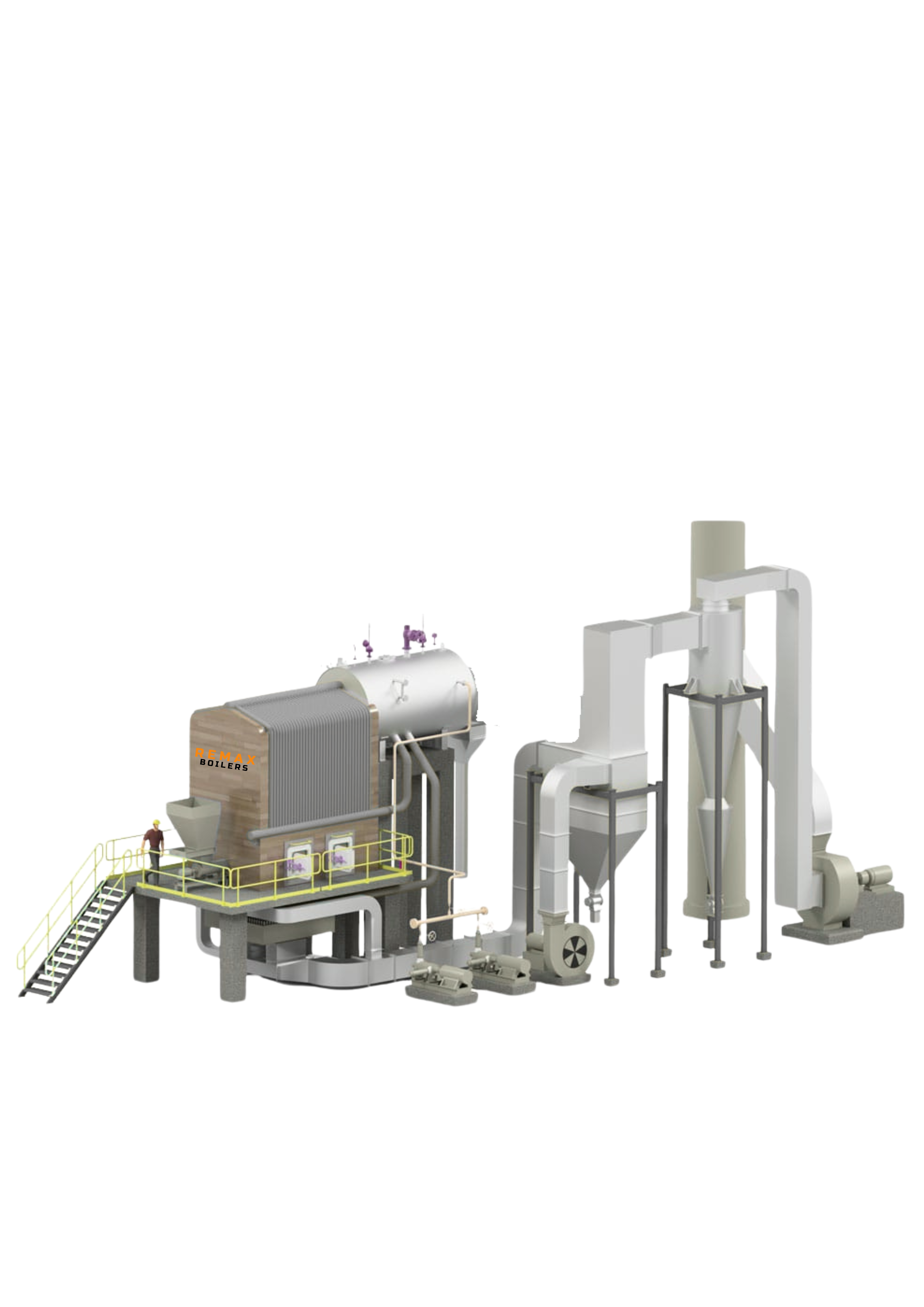
RE-MAXX
- High thermal efficiency with three pass design and fluidized bed combustion.
- Flexible design with three or four side waterwalls
- Large capacity for water, steam, and load response
- Large tubes to prevent choking. Economizer for heat recovery and fuel savings.
- Low fuel use and maintenance costs.

COMBI-THOM
- A boiler with a water tube, a smoke tube, and sufficient refractory work combined.
- A larger furnace volume with a wide range of fuel.
- Longer life and greater efficiency are ensured by the unique four-, two-, and five-side water wall designs,
- which offer stronger heat transfer in the radiation zone and lower flue gas entry temperature in the convective zone.
- Combuster that can be used to fire a variety of solid fuel sources, including horizontal reciprocating grate, bubbling bed, fluidized bed, dumping grate, and pulsating grate.
- A furnace partition to accommodate various fuel feeding configurations.
- Efficiency as high as 82% ± 2% *
- Above-and below-the-bed feeding arrangements .
- In-bed coil configuration.
- Arrangement for submerged ash handling unit
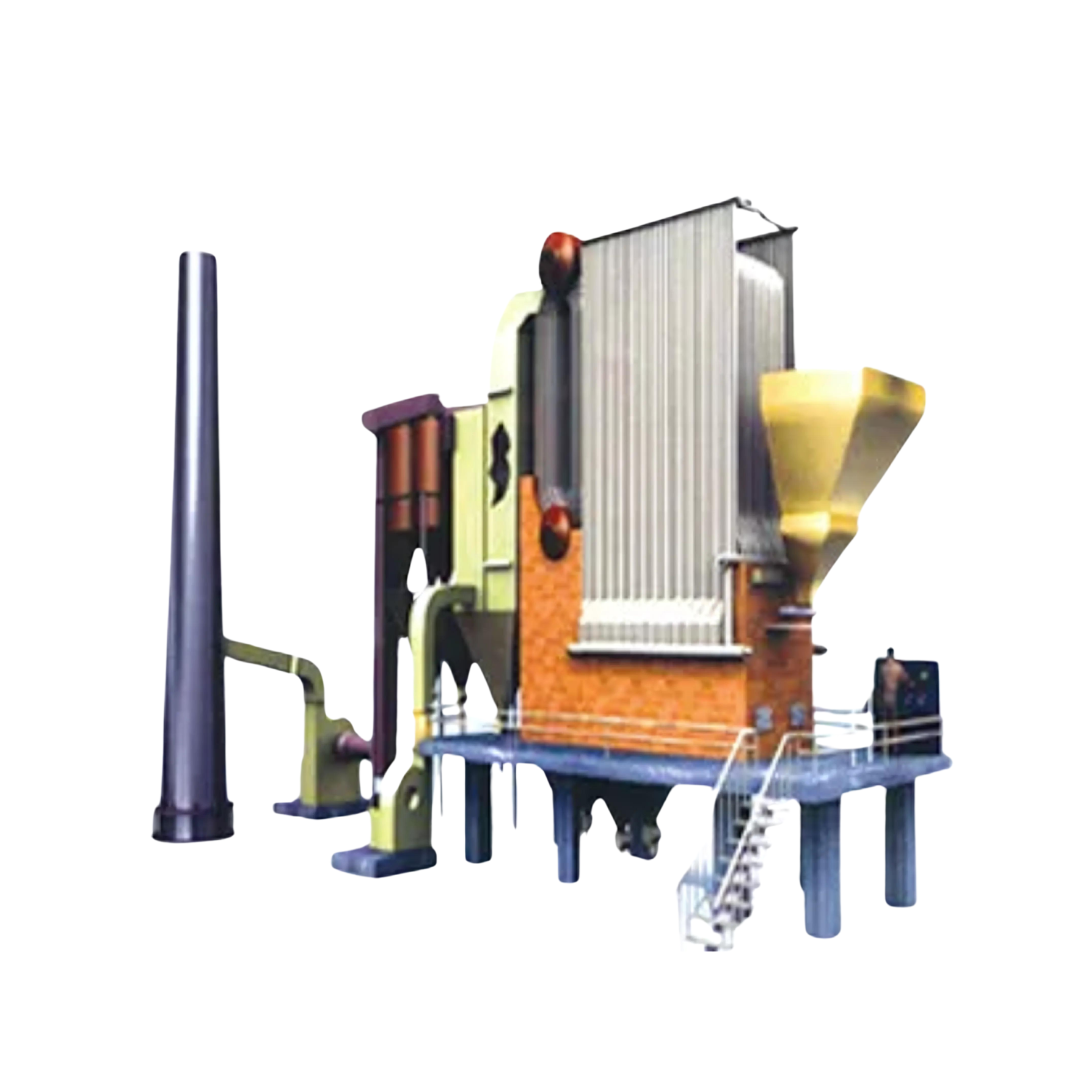
WATER TUBE BOILER
- Efficient Water Tube Design for AFBC, Travelling Grate, Reciprocating Grate, and Dumping Grate combustors
- Low Maintenance & Operating Costs for long-term savings
- Large Heat Transfer Area for better steam evaporation.
- Optimized Combustion for maximum heat transfer efficiency.
- Consistent Steam Output with minimal power consumption, ideal for co-generation to reduce electricity costs.

REPAC Plus
- Superior compact design enables minimum space requirement.
- High thermal efficiency with 3 pass design and integral APH.
- Factory manufactured and assembled enables minimum site work requirement.
- Large steam water interface area for greater dryness fraction. Large steam water interface area for greater dryness fraction.
- Skid-mounted design reduces civil foundation and installation costs.